中山玻璃钢酒瓶雕塑需要联系,大堂摆件玻璃钢酒瓶雕塑






- ¥3000.00
- 2025-01-22 04:30:54
- 玻璃钢酒瓶雕塑,大堂摆件玻璃钢酒瓶雕塑,..
- 李经理 13343099229
- 曲阳县浩韵园林雕塑有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
橡胶模一般用硅橡胶、聚氨酯树脂制作,用于制作造型复杂的浮雕、圆雕及各种造型,并不单使用,须与石膏套模等其他材料组成,通常用于模具中因线型倒入或重叠而不能直接脱模的某一部位,因它有一定软性,当外模脱模后,它能随意拉出,如狮子、龙等动物或菩萨、卡通人物。批量不大时,用此方法。
为了减少收缩变形,提高刚度,可在石蜡中加入5%左右的硬脂酸。制造方便,脱模容易,石蜡可反复利用。但精度不高。另一种用法:湿法卷管时,可将钢管浸到70~80℃熔化的石蜡中,提起来冷却后再浸,反复进行,直到所需厚度时,表面稍加修整,即可包覆玻璃钢,为防止石蜡开裂,可在蜡中加入少量黄油。也可在蜡的外面包覆一层薄的玻璃纸,以此作为模芯,玻璃钢固化后,加热钢管石蜡熔化即可脱模。
相对密度在1.5~2.0之间,只有碳钢的1/4~1/5,可是拉伸强度却接近,甚至超过碳素钢,而比强度可以与合金钢相比。因此,在航空、火箭、宇宙、高压容器以及在其他需要减轻自重的制品应用中,都具有成效。某些环氧FRP的拉伸、弯曲和压缩强度均能达到400Mpa以上。部分材料的密度、强度和比强度见表1-1。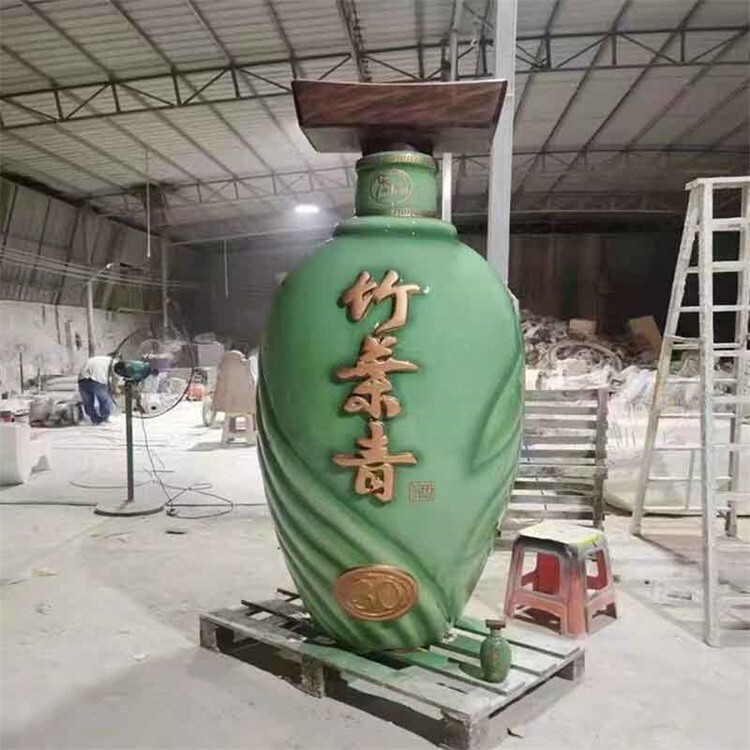
可设计性好
①可以根据需要,灵活地设计出各种结构产品,来满足使用要求,可以使产品有很好的整体性。
②可以充分选择材料来满足产品的性能,如:可以设计出耐腐的,耐瞬时高温的、产品某方向上有特别高强度的、介电性好的,等等。
工艺性优良
①可以根据产品的形状、技术要求、用途及数量来灵活地选择成型工艺。
②工艺简单,可以一次成型,经济效果,尤其对形状复杂、不易成型的数量少的产品,更它的工艺性。
我国有90%以上的FRP产品是手糊法生产的,其他有模压法、缠绕法、层压法等。日本的手糊法仍占50%。从来看,手糊法仍占相当比重,说明它仍有生命力。手糊法的特点是用湿态树脂成型,设备简单,费用少,一次能糊10m以上的整体产品。缺点是机械化程度低,生产周期长,质量不稳定,我国从国外引进了挤拉、喷涂、缠绕等工艺设备,随着FRP工业的发展,新的工艺方法将会不断出现。
- 玻璃钢酒瓶雕塑,大堂摆件玻璃钢酒瓶雕塑,..
- 玻璃钢雕塑
- 李经理



